

FORMATION AND GROWTH MECHANISM OF PELLETS

- Nucleation, coalescence, layering, abrasion transfer, and size reduction are the events that lead to the formation and growth of pellets.
- In nucleation, primary particles are drawn together to form three-phase air-water solid nuclei (Fig. 1A).
- The collision of well-formed nuclei to form larger particles is known as coalescence (Fig.1B).
- Successive addition of material on already formed nuclei is layering (Fig. 1C).
- Transfer of material from one particle to another without any preference in either direction is abrasion transfer (Fig. 1D).
- There are three size reduction mechanisms that indirectly affect the growth mechanism, particularly layering and, to some extent, coalescence. Well-formed particles may undergo size reduction due to attrition (Fig. 1E), breakage (Fig. 1F), and shatter (Fig. 1G).
PELLETIZATION TECHNIQUES

Depending on the type of equipment and processes selected, pellet formation and growth may occur in a number of ways.
Agitation: In agitation, finely divided particles are converted to spherical particles, upon the addition of appropriate quantities of liquid, by a continuous rolling or tumbling motion. The liquid may be added before or during the agitation stage. Pans, discs, drums, or mixers may be used to produce pellets for the balling process.
Compaction: Compaction is a form of pressure agglomeration in which drug particles or granules are forced together with or without formulation aids by a mechanical force to generate pellets of well-defined shapes and sizes. During compression, the granules/ agglomerates are prepared using dry or wet granulation followed by drying, and rearrange to form a closely packed mass. The particles are forced against each other at higher pressure, which undergoes elastic and plastic deformation. The dry powder mix is first agglomerated with a binding liquid in extrusion-spheronization. Then it is processed in the extruder to produce high-density extrudates. The extrudes thus formed are finally converted to pellets on a spheronizer.
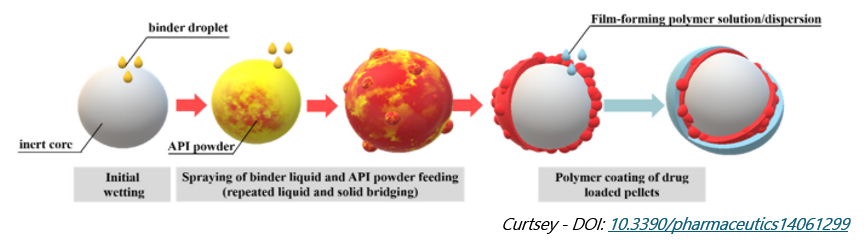
Drug layering: Two methods that are important in Pelletization by layering method solution layering and solid powder layering. In powder layering, a binder solution is first sprayed onto the tumbling inert pellet, and then the powder is added. The tumbling moist inert pellet in the rotating pan or disc picks up powder particles and forms layers of small particles that adhere to each other. As the additional binding liquid is sprayed, the layering of more powder on the pellet continues until the desired pellet sizes are obtained.
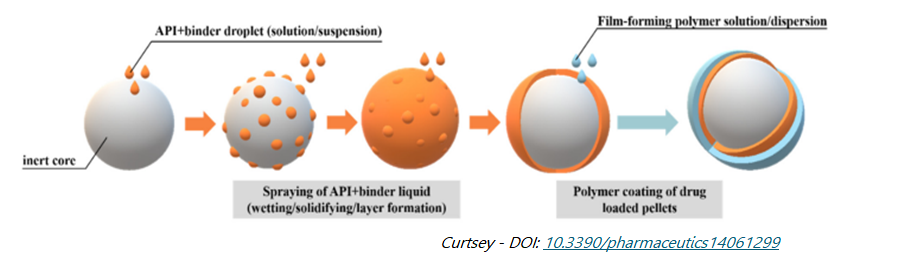
In the case of the solution or suspension layering process, the drug substance is dissolved or suspended in the binder solution (solution/suspension) and sprayed onto the seeds, often inert pellets, forming a uniform and smooth surface. Spreading depends on the droplet wetting characteristics, the wettability of the material, and droplet dynamics.
Globulation: In the globulation process, liquid materials like melt, solution, or suspension are atomized to generate spherical particles or pellets. During spray drying, the atomized droplets are contacted by a hot gas stream, and evaporation of the liquid is initiated. Evaporation involves simultaneous heat and mass transfer and depends on the air’s temperature, humidity, and transport properties surrounding the droplet. During spray congealing, the atomized droplets are cooled below the melting point of the vehicles. A critical requirement in this process is that substances should have well-defined melting points or small melting zones
STEPS AND EQUIPMENT USED IN EXTRUSION–SPHERONIZATION
EXTRUSION:
- The extrusion operation is an integral part of the overall spheronization process in which the wet powder mass is forced through the narrow orifice to produce extrudates.
- The dimension of orifice in terms of radius and length may vary from system to system depending on the physical characteristics of the materials to be extruded, method of extrusion.
TYPES OF EXTRUDERS:
Extrusion is performed using four main classes of extruders:
- Screw Extruder
- Sieve Extruder
- Basket Extruder
- Roll Extruder
- Ram extruder

| TYPE OF EXTRUDER | MECHANISM | FEATURES |
| SCREW EXTRUDER | Utilizes a screw to develop the necessary pressure to force the material to flow through uniform openings | a.Axial: Screen is placed at the end of the screw, perpendicularly with the axis of the screw (Fig 1). b.Radial: Screen is placed around the screw, discharging the extrude perpendicularly to the axis of the screw (Fig 2) |
| SIEVE EXTRUDER | A rotating or oscillating arm presses the damp material through a sieve. | Extrude falls vertically from the sieve plate |
| BASKET EXTRUDER | Similar to sieve extruders, except that the sieve or screen is part of a vertical cylindrical wall. | Extrude formed in the horizontal plane |
| ROLL EXTRUDER | Roll extruders operate by feeding material between a roller and a perforated plate or ring die. | Type 1: A ring rotates around one or more rollers installed inside the cylindrical die chamber, each of which rotates on its stationary axis. Type 2: The roller or rollers are mounted on the outside of the ring die and material is fed from a hopper, occasionally with a screw, into the region between the roller and the die. Type 3: Rollers are positioned above and roll along the surface of a flat, stationary die plate |
| RAM EXTRUDER | A piston riding inside a cylinder or channel is used to compress material and force it through an orifice on the forward stroke | Extrusion forces recorded with the ram extruder are always greater, and force necessary to extrude the wet mass through the ram extruder decreases as the quantity of added water increases. |
The two most prevalent and effective forms of wet mass extrusion are Screw Extrusion and Screen Extrusion for pharmaceutical, food, and other industry.
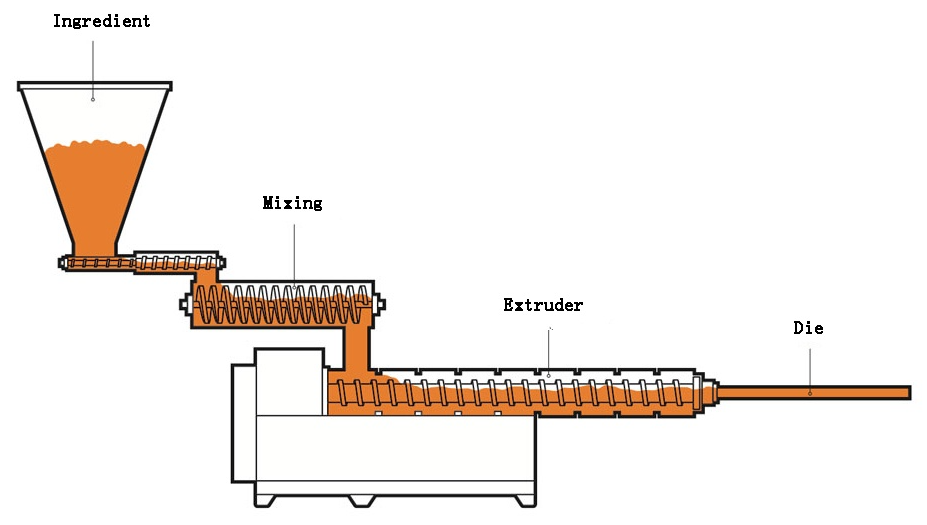
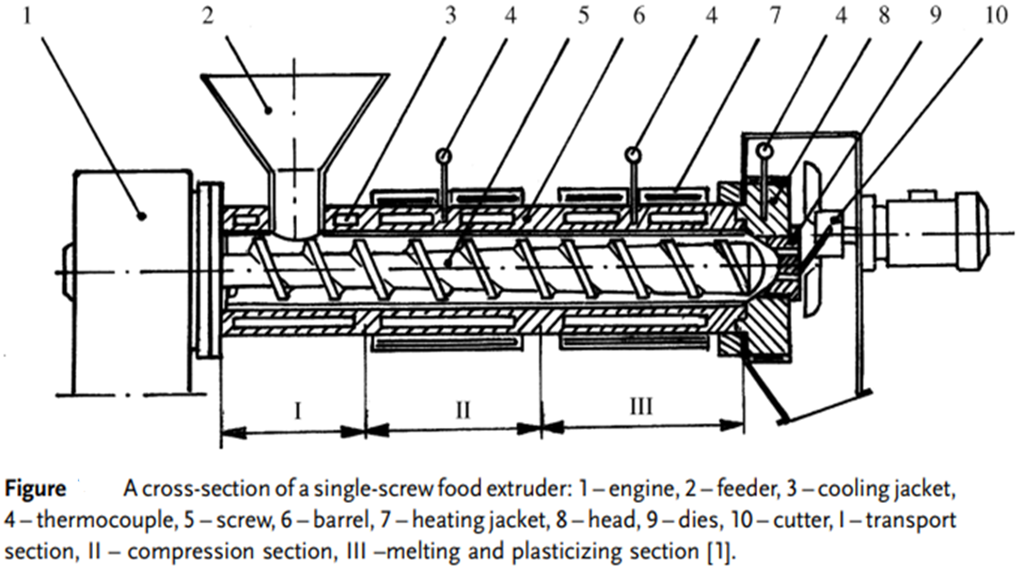
Screw extruders
The central screw of the extruder operates with a power supply, a feeder (for material), and a barrel. The barrel encases the screw. The screw pushes the material i.e. pressure is applied to the material and it is forced along the axis towards the end (a shaped hole) called the die that shapes the product. The product, now called an extrude, exits the extruder through the die, where its texture changes.
Twin-screw extruders can be co-rotating or counter rotating. These extruders can be made to process a much wider variety of materials — polymers, additives and fillers — because the screw profiles can be much more easily changed and they are more versatile than single screw machines because the melted material is worked between the two screws.
Counter rotating twin-screw extruders are used to produce continuous hollow profile shapes such as pipe shape or rectangular shape. Counter rotating means that the two screws rotate in opposite directions which forces the material to the walls of the barrel as it passes through the barrel driven by the two screws.
Co-rotating twin-screw extruders used for production of molding compound have inter-meshed screws and the material soften primarily by the action of the two screws working the material between the screws
BASKET OR SCREEN EXTRUDER
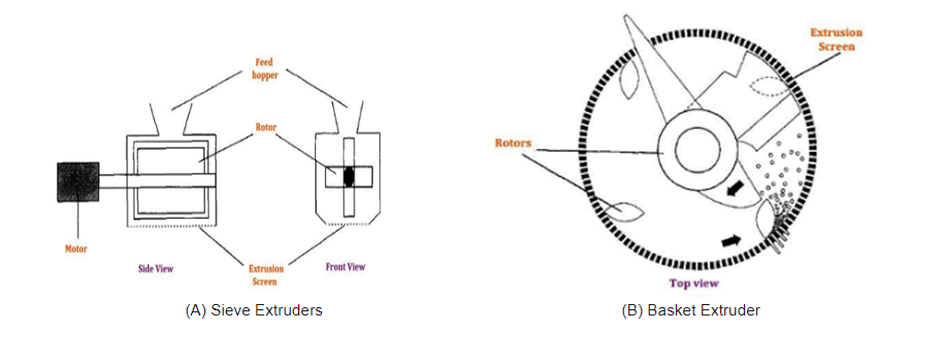
- A basket Extruder is the lower-pressure method of wet extrusion combined with moderate sheer. Basket extruders offer a very versatile means of wet extrusion to form granules from 0.5 to 5.0 mm in diameter. They produce consistent extrudate from wetted powders at the laboratory through multiple ton-per-hour extrusion capacities. In the upper chamber of basket extruders, the counter-rotating internal breaker bar system breaks larger clumps of wetted feed material. Along the gravity, the wetted material massed into the bottom extrusion rotor arms, densifying the material and extruding it through the screen basket. Formed extrudes that have a stable structure with a large surface area are discharged without damage, providing the optimum flexible properties for spheronization.
FLUIDIZED BED COATING
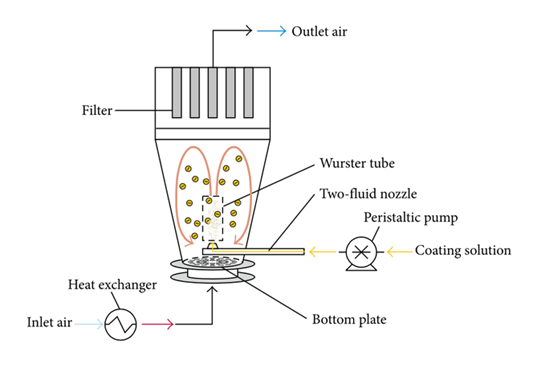
- Highly efficient system.
- Fluidization of tablet mass is achieved in a columnar chamber by the upward flow of drying air.
- The air flow is controlled so that more air enters the centre of the column causing the tablet to rise in the centre.
- The movement of the tablet is upward through the centre of the chamber.
- Then all toward the chamber wall and downward to re-enter the air stream at the bottom of the chamber.
- Coating solution is applied from the spray nozzle located at the bottom of the chamber.
TWIN SCREW EXTRUDER CONFIGURATION

SPERONIZATION
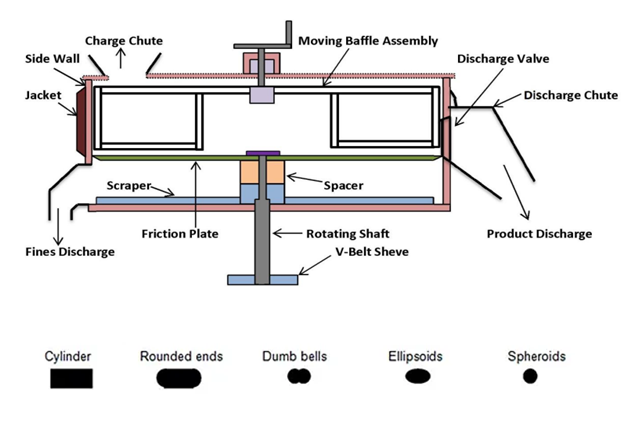
The spheronization machine consists of a friction plate and a rotating shaft, spinning at high speeds fitted on the bottom of the bowl shape cylinder. In the spheronization process, a friction plate is a significant part and plays an important role. A friction plate consists of a grooved surface that cuts the cylindrical extrudes into segments. The segmented material collides with the wall of the spheronizer due to centrifugal force and is thrown back to the friction plate. This action continues, Collison rounding the segments into the sphere form. In the case of obtaining good quality pellets, the friction plate and the diameter of the friction plate plays an important parameter.